


新闻中心



公司动态
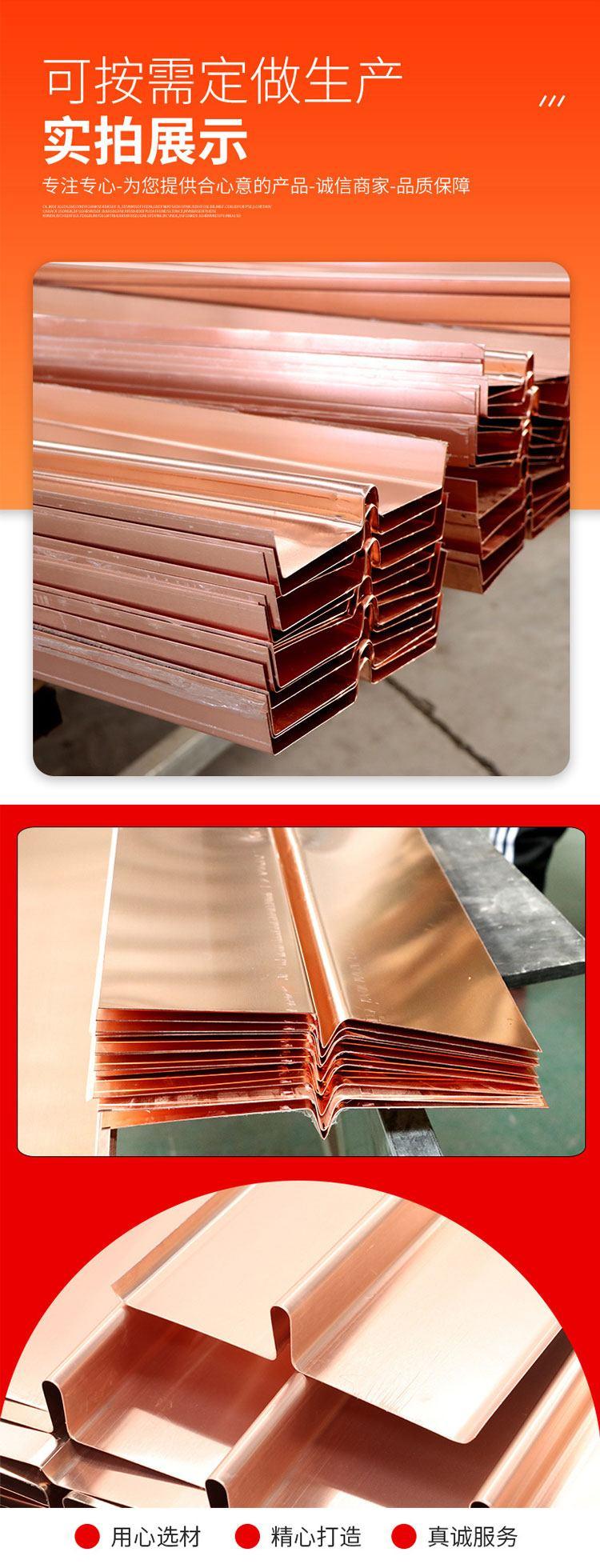
紫铜止水铜带止水铜片怎么焊接
发表时间:2024-01-21
紫铜止水铜带止水铜片怎么焊接
止水铜带焊接工艺试验
&别尘蝉辫;&别尘蝉辫;止水铜带焊接接头检测无需把它弄成牛鼻子形,直接两块双面焊就可以了。当止水铜片设计止水铜带的情况时,应按现场监理要求,将试件按设计异形送检。现场监理无要求时,可按一般试件的做法,正常送检。
这里,我来把止水铜带的焊接工艺、检测方法简单的向你介绍一下:
1、 止水铜带连接采用双面搭接焊,搭接长度不少于 20mm,焊接宜采用黄铜焊条 气焊,不应用手工电弧焊接。
2、焊接作业条件: 1)焊工应经培训考核,持证上岗,熟识机械性能和操作规程。 2)工作前或停工时间较长再工作时,必须检查所有气焊设备。乙炔瓶、氧 气瓶及橡胶软管的接头, 阀门紧固件应紧固牢靠, 不准有松动、 破损和漏气现象, 氧气瓶及其附件、橡胶软管、工具不能沾染油脂的泥垢,这样保证在气焊焊接的 过程中不会因为气焊设备故障而导致意外发生。 3)检查气焊设备、附件及管路漏气,只准用肥皂水试验。试验时,周围不 准有明火,不准抽烟,避免引起火灾。 4)氧气瓶、乙炔瓶与明火间的距离应在 10 米以上。如条件限制,也不准低 于 5 米,并应采取隔离措施。
&别尘蝉辫;&别尘蝉辫;3、焊接方法是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。
&别尘蝉辫;&别尘蝉辫;4、为了获得优质的焊接接头,应使焊接熔池的形状和大小始终保持一致。
5、试验检测方法及试验结果检验应按GB/T528 的有关规定,逐个检查,不得有气泡、夹渣或假焊。必要时按进行强度检查,抗拉强度不应低于母材强度的 75%,焊接接头应表面光滑、无孔洞、缝隙、不渗水。
止水铜带焊接工艺试验
&别尘蝉辫;&别尘蝉辫;止水铜带焊接接头检测无需把它弄成牛鼻子形,直接两块双面焊就可以了。当止水铜片设计止水铜带的情况时,应按现场监理要求,将试件按设计异形送检。现场监理无要求时,可按一般试件的做法,正常送检。
这里,我来把止水铜带的焊接工艺、检测方法简单的向你介绍一下:
1、 止水铜带连接采用双面搭接焊,搭接长度不少于 20mm,焊接宜采用黄铜焊条 气焊,不应用手工电弧焊接。
2、焊接作业条件: 1)焊工应经培训考核,持证上岗,熟识机械性能和操作规程。 2)工作前或停工时间较长再工作时,必须检查所有气焊设备。乙炔瓶、氧 气瓶及橡胶软管的接头, 阀门紧固件应紧固牢靠, 不准有松动、 破损和漏气现象, 氧气瓶及其附件、橡胶软管、工具不能沾染油脂的泥垢,这样保证在气焊焊接的 过程中不会因为气焊设备故障而导致意外发生。 3)检查气焊设备、附件及管路漏气,只准用肥皂水试验。试验时,周围不 准有明火,不准抽烟,避免引起火灾。 4)氧气瓶、乙炔瓶与明火间的距离应在 10 米以上。如条件限制,也不准低 于 5 米,并应采取隔离措施。
&别尘蝉辫;&别尘蝉辫;3、焊接方法是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。
&别尘蝉辫;&别尘蝉辫;4、为了获得优质的焊接接头,应使焊接熔池的形状和大小始终保持一致。
5、试验检测方法及试验结果检验应按GB/T528 的有关规定,逐个检查,不得有气泡、夹渣或假焊。必要时按进行强度检查,抗拉强度不应低于母材强度的 75%,焊接接头应表面光滑、无孔洞、缝隙、不渗水。
上一篇:止水铜片焊接工艺试验方案
下一篇:紫铜止水铜片施工过程


