


新闻中心



公司动态
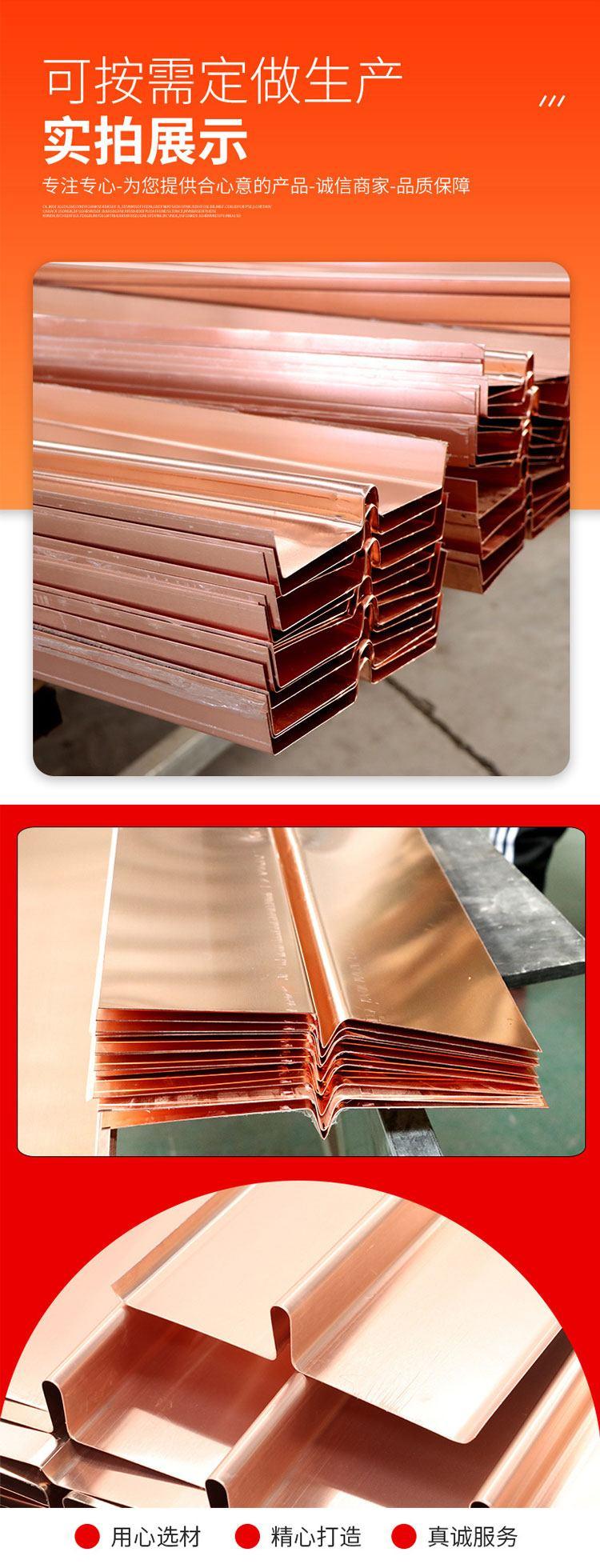
紫铜止水焊接质量检验方法
发表时间:2024-01-21
一、品质检验标准
1. 紫铜止水片在制造过程中应符合国家及行业的标准规定;
2. 所采用的材料必须符合规定,材料采购时必须提供材质质量证明;
3. 加工制造过程中必须符合图纸及技术要求,严格控制加工误差。
二、力学性能要求标准
1. 焊面应采用U型坡口,坡口角度不小于40度,坡口深度不小于1.5mm,坡口底部呈V型槽;
2. 焊接时必须采用TIG焊接,焊接工艺要求严格符合相关规范;
3. 焊口的深度一般为2.5mm,宽度不小于3.0mm,厚度不小于1.5mm;
4. 焊接后检查焊缝质量,焊缝处不允许出现明显的气孔、夹渣、裂缝等缺陷。
叁、表面质量要求标准
1. 焊接后应进行机械加工去除各种锋利边角、划痕及凹凸不平等缺陷,并进行防锈处理;
2. 不允许出现变形或散装、锈蚀等不良现象,无锈斑、裂纹、麻面、氧化色彩及其他不允许存在的缺陷。
综上所述,紫铜止水片搭接焊接的质量合格标准包括品质检验、力学性能和表面质量要求等方面,对于确保紫铜止水片的性能和质量非常重要。焊接工艺要求严格,搭接焊缝的质量要符合标准,表面质量无其他缺陷,确保紫铜止水片的安全、可靠性和美观性。
1. 紫铜止水片在制造过程中应符合国家及行业的标准规定;
2. 所采用的材料必须符合规定,材料采购时必须提供材质质量证明;
3. 加工制造过程中必须符合图纸及技术要求,严格控制加工误差。
二、力学性能要求标准
1. 焊面应采用U型坡口,坡口角度不小于40度,坡口深度不小于1.5mm,坡口底部呈V型槽;
2. 焊接时必须采用TIG焊接,焊接工艺要求严格符合相关规范;
3. 焊口的深度一般为2.5mm,宽度不小于3.0mm,厚度不小于1.5mm;
4. 焊接后检查焊缝质量,焊缝处不允许出现明显的气孔、夹渣、裂缝等缺陷。
叁、表面质量要求标准
1. 焊接后应进行机械加工去除各种锋利边角、划痕及凹凸不平等缺陷,并进行防锈处理;
2. 不允许出现变形或散装、锈蚀等不良现象,无锈斑、裂纹、麻面、氧化色彩及其他不允许存在的缺陷。
综上所述,紫铜止水片搭接焊接的质量合格标准包括品质检验、力学性能和表面质量要求等方面,对于确保紫铜止水片的性能和质量非常重要。焊接工艺要求严格,搭接焊缝的质量要符合标准,表面质量无其他缺陷,确保紫铜止水片的安全、可靠性和美观性。
上一篇:紫铜片止水与橡胶止水是怎样连接的
下一篇:你认识铜止水吗?它又如何进行焊接呢?


